Принцип работы лазерного гравировального станка
Гравировальный станок — это устройство, которое значительно ускоряет и упрощает процесс нанесения изображения на поверхность изделия. Такой метод декорирования и идентификации вещей применяется еще с глубокой древности. Первые инструменты для гравировки датируются чуть ли не каменным веком. В те времена, как и много столетий спустя, мастера-граверы воспроизводили узоры, надписи и картинки вручную, неделями и месяцами корпя над особенно замысловатыми изображениями. Рассматривая оружие, доспехи, табакерки и еще множество изделий прошлых веков, украшенные гравировкой, приходишь в восхищение от изящности линий и сложности контуров. Понимаешь также и другое: случайный сдвиг изделия в процессе работы, дрогнувшая рука, излишне глубокий нажим и прочие ошибки зачастую приводили к необратимым последствиям, вынуждая резчика начать все заново.

Гравировка на металлических доспехах, нанесенная вручную мастером из средних веков
Работа граверов несколько упростилась только в прошлом веке, когда на помощь им пришел технический прогресс и принес с собой ручной электроинструмент. Небольшие бормашинки с моторчиками и различными сменными насадками взяли на себя часть работы и ускорили весь процесс гравировки. Самым известным производителем подобного оборудования стал Dremel — компания, основанная в 1932 году в Америке. Со временем ее постигла участь ксерокса и памперса, то есть, дремелем теперь называют любые ручные машинки, работающие от электричества, которые способны сверлить, гравировать и шлифовать небольшие изделия.

Гравировка деревянной поверхности с использованием ручного электроинструмента
Однако несмотря на то, что с появлением электрограверов дело стало двигаться быстрее, проблемы человеческого фактора никуда не исчезли: мастерам по-прежнему приходилось работать, можно сказать, вручную, только в руках теперь была бормашинка, а не инструмент из металла. Соответственно критичные и некритичные огрехи по-прежнему периодически возникали даже при использовании техники.
Настоящим прорывом в работе граверов стало появление фрезерного оборудования, управляемого компьютером. Небольшие настольные станки взяли на себя весь объем работы и выполняли ее на порядок быстрее и качественнее. Количество ошибок и неточностей свелось к минимуму, появилась возможность поставить выпуск изделий на поток, так как фрезер с ЧПУ мог не только быстро работать, но и наносить совершенно идентичную гравировку раз за разом, следуя заложенной в программе траектории движения.

Фрезерные гравировальные аппараты с ЧПУ показывают очень высокое качество работы, но по степени детализации изображений и скорости их нанесения уступают лазерным устройствам
Однако недочеты у такого оборудования все-таки есть, что, правда, ничуть не мешает ему до сих пор оставаться востребованным. В первую очередь речь идет о том, что какой бы тонкой и острой ни была фреза, она не может идеально четко воссоздать все нюансы и контуры сложных изображений. Погрешность в работе фрезерного гравера составляет порядка 0,5 мм, поэтому воспроизводить с его помощью миниатюрные рисунки или мелкие надписи невозможно.
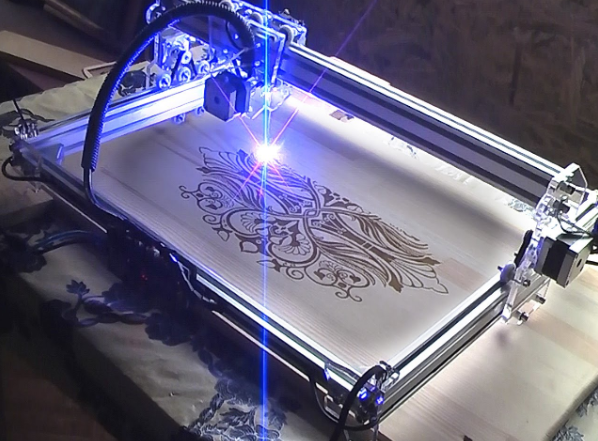
И вот тут на сцену выходит лазерный станок — устройство с программным управлением, которое до сих пор относится к разряду новых технологий, а период его более-менее массового использования насчитывает буквально 5-10 лет. Диаметр лазерного луча настолько мал, что ширина прорезов между деталями или отверстиями, созданных им, зачастую не превышает толщину человеческого волоса. И это только начало в огромном списке плюсов лазерной техники, причем, одним из достоинств можно назвать отсутствие недостатков. С некоторой натяжкой единственным минусом может стать пока еще не очень бюджетная стоимость таких аппаратов. Тем не менее даже в домашних мастерских миниатюрные лазерные станки уже перестали быть диковинкой.

Качество лазерной гравировки настолько безупречное, что ее используют даже для изготовления штампов и печатей
Преимущества лазерно-гравировальных устройств
Гравировальные аппараты, использующие в своей работе лазерный луч вместо металлического режущего инструмента, по всем параметрам оставляют далеко позади своих конкурентов по ремеслу. Основными аргументами для такого утверждения служат следующие:
- очень высокая скорость гравировки, доходящая до 700 мм/с;
- несравненно более высокое качество готового изображения, обусловленное тонкостью луча и прецизионной точностью его позиционирования (отклонения от заданных координат колеблются в диапазоне ± 0,01 мм);
- неограниченный срок службы гравировки, что означает, что контуры рисунка не потеряют своей четкости при интенсивном использовании даже по прошествии многих лет (речь идет, например, о часах или зажигалках);
- широкий ассортимент материалов, доступных для декорирования;
- компьютерное управление всем процессом экономит время и полностью исключает ошибки, которые может допустить человек;
- в силу того, что лазерная гравировка наносится бесконтактным методом, изделия не нуждаются в фиксации, что, во-первых, экономит средства на приобретение крепежных устройств, а, во-вторых, не повреждает поверхность материала;
- высокая степень детализации при нанесении небольших изображений или тех, которые имеют большое количество мелких элементов;
- идеально гладкие края и стенки изображения после однократного прохода луча. Нет потребности в дополнительной постобработке, отсутствуют небольшие впадины, характерные для фрезы и прочих металлических инструментов;
- лазер не оказывает физического воздействия на материалы, поэтому им можно безбоязненно гравировать даже хрупкие, склонные к сколообразованию и растрескиванию материалы, например, стекло;
- нет необходимости в покупке большого количества инструментов;
- низкий уровень шума и пылеобразования.
Принцип работы лазерного гравировального станка
Ввиду того, что лазерно-гравировальные аппараты являются автоматизированным оборудованием, то есть, управлением всеми процессами занимается компьютер (внешний или встроенные элементы), работа таких устройств начинается с создания управляющей программы для них.
Оптоволоконный лазерный гравер по металлу в процессе работы
Эскиз будущего изображения рисуется в каком-либо графическом редакторе, после чего в CAM-системе на его основании создается файл, в котором прописаны все этапы прохождения лазерного луча для воспроизведения картинки и т. д. Этот файл и называется управляющей программой, в которой указывается точка начала гравировки, скорость перемещения инструмента, глубина его погружения в материал и многое другое. Программу запускают на компьютере, подсоединенном к граверу или сохраняют на флеш-карту, которую затем вставляют непосредственно в станок.
Само лазерное оборудование может быть оптоволоконным, предназначенным для гравировки металлов, или углекислотным, подходящим для работы с любыми другими материалами (пластик, дерево, резина, сукно, картон и т. д.).
В волоконном гравере луч создается путем активации кварца, легированного редкоземельным покрытием, путем накачки, поступающей от диодных ламп. Кварцевая сердцевина заключена в оболочку из оптического волокна, закрытую снаружи гибким и плотным пластиковым или иным корпусом. После включения источников накачки в волоконном кабеле начинается генерация лазерных частиц, часть из которых выходит наружу с одной из сторон.
CO-2 гравер имеет в основе запаянную стеклянную колбу, в которую под давлением закачана смесь из нескольких газов, склонных к ионизации под воздействием электрических импульсов. Разряды поступают внутрь от блока розжига, подсоединенного к трубке, и активируют газовую среду, в результате чего начинается процесс лазерообразования.
Лазерный поток, выходящий из оптоволокна или газовой трубки, попадает на фокусирующую линзу (в случае с CO-2 излучателем, он сначала проходит через оптическую систему из трех отражающих зеркал), которая сужает его до требуемых параметров, превращая в световое пятно на поверхности материала. Из-за малого диаметра, концентрация температуры и мощности излучения в точке реза очень высока, поэтому луч за доли секунды выжигает поверхностный слой материала на заданную глубину. Перемещаясь с высокой скоростью, он шаг за шагом воссоздает на изделиях требуемое изображение.

Свежее:
- Как работает лазерный маркиратор
- Лазерная резка, гравировка и маркировка бумаги и картона
- Гравировка кожи с помощью лазера
- Преимущества лазерной резки металла
- Лазерная резка дома
Популярное:


Популярные категории товаров
Лазерные станки по фанере Газовый маркер Волоконный маркер Лазерные станки по дереву Лазерные станки Zerder Лазерный маркиратор Лазерные станки по металлу Лазерные станки Rabbit Лазерные станки для гравировки Лазерные станки WATTSANОцените информацию на странице
Голосов:









